English
English
Průvodce konstrukcí plechů, výroba plastů, výroba plechů, výroba prototypů
Tato příručka vám pomůže připravit plechové díly k výrobě.
1. Proč je vyrobitelnost důležitá?
Návrh pro výrobu, známý jako DFM, zajišťuje, že komponenty, které navrhnete, lze vyrobit, což je pro outsourcing klíčové. Pomáhá snížit počet revizí a termínů realizace.
2. Přehled
Výběr materiálu
- Nerezová ocel
- Ocel (neupravená)
- Pozinkovaná ocel
-Hliník
- Mosaz
- Měď
Povrchové úpravy
Pro vaše plechové komponenty nabízíme níže uvedené povrchové úpravy:
- Svařování plechových komponentů metodou MIG a TIG
- Nýtování
- Prášková barva
- Pokovování
Rozměr
Rozměr udává tloušťku plechu v závislosti na materiálu.Například u nerezové oceli je Gauge 18 tloušťka 1,270 mm, zatímco u hliníku se Gauge 18 rovná1,024 mm.
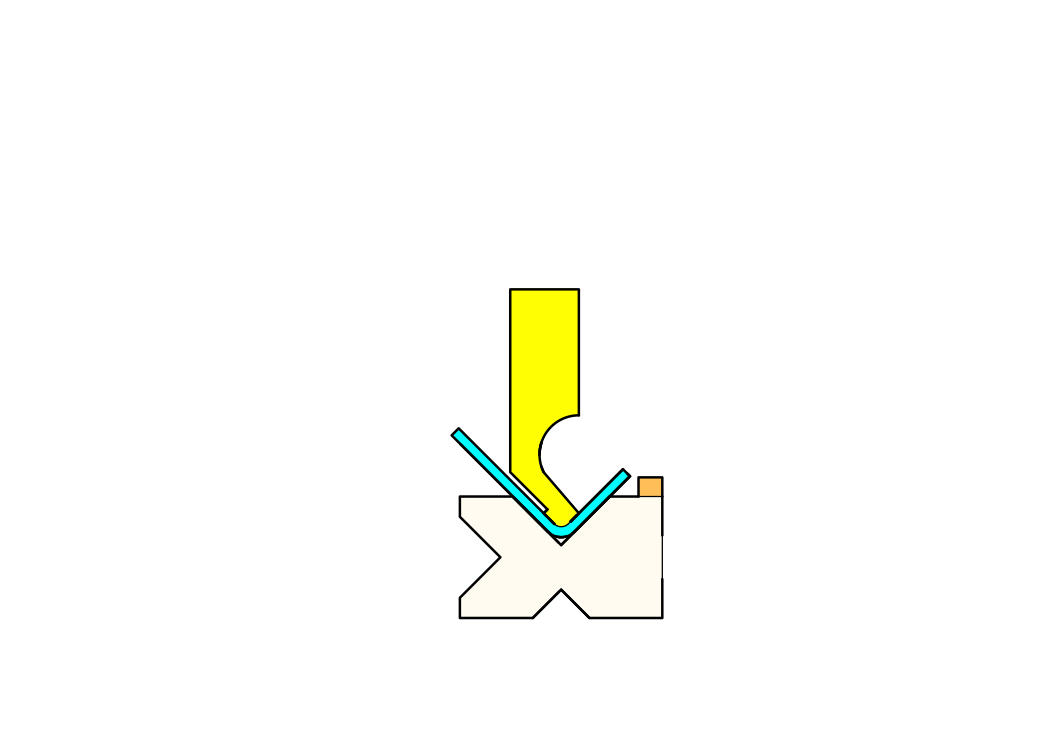
Ohyb
Ohyb je deformace plechu nad osou. Provádí se pomocí razníku a matrice.
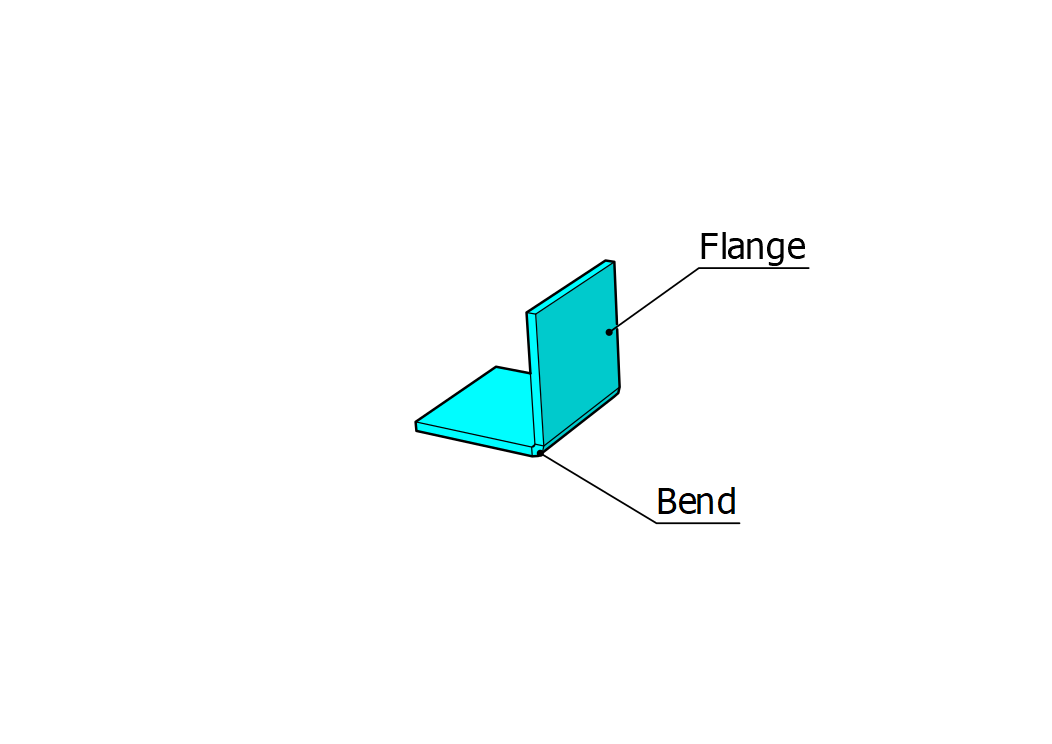
Příruba
Příruba je tvarovaná část plechu. Vyrábí se ohýbáním.
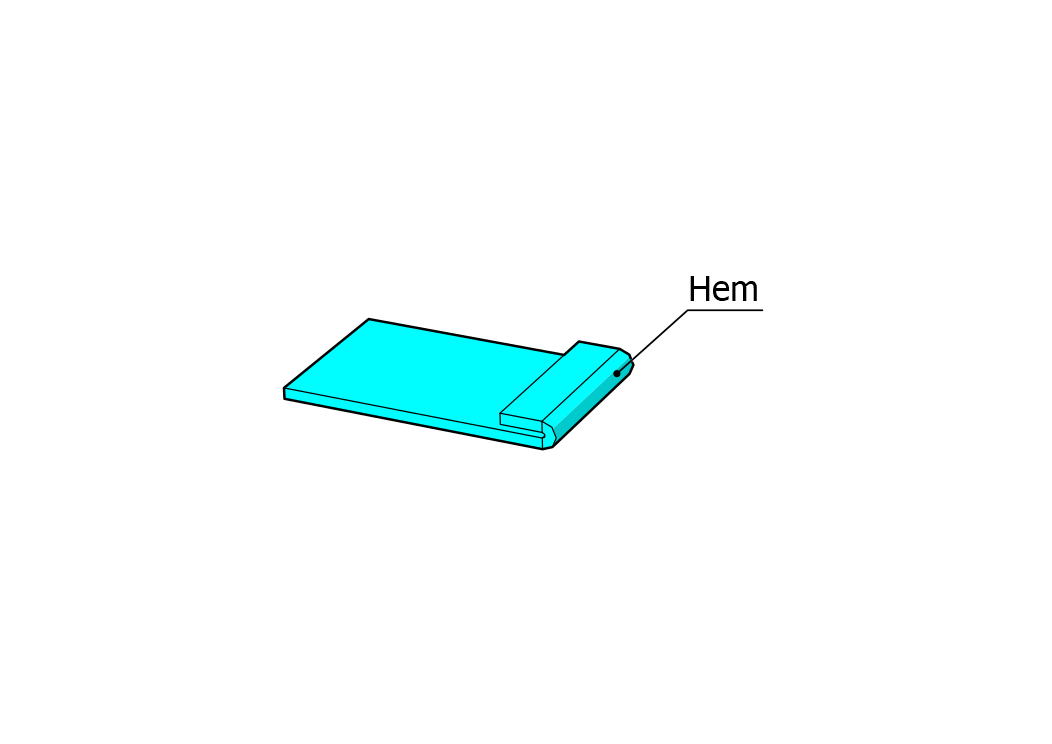
Lemování
Při lemování válcovaného okraje se plech válcuje, dokud není v jedné rovině se sebou. Vyrábí se ohnutím plechu o 180°.
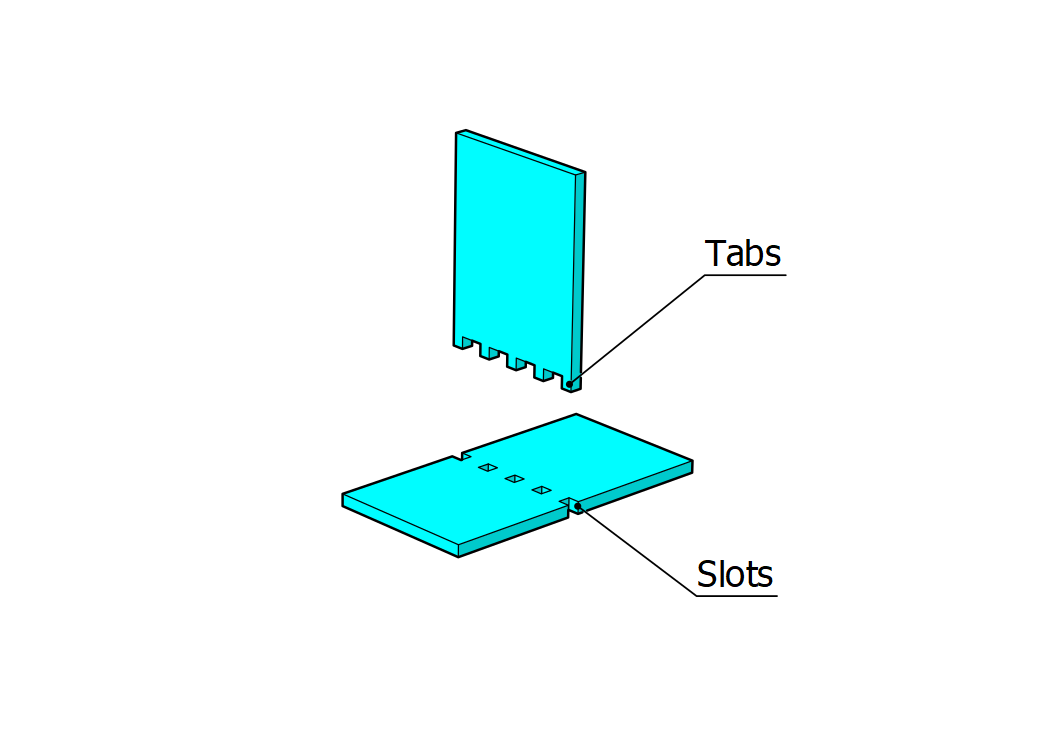
Záložky
Záložka je malý tvar vytlačený z plechu. Používá se ke zpevnění dílu nebo k přidání další funkce.
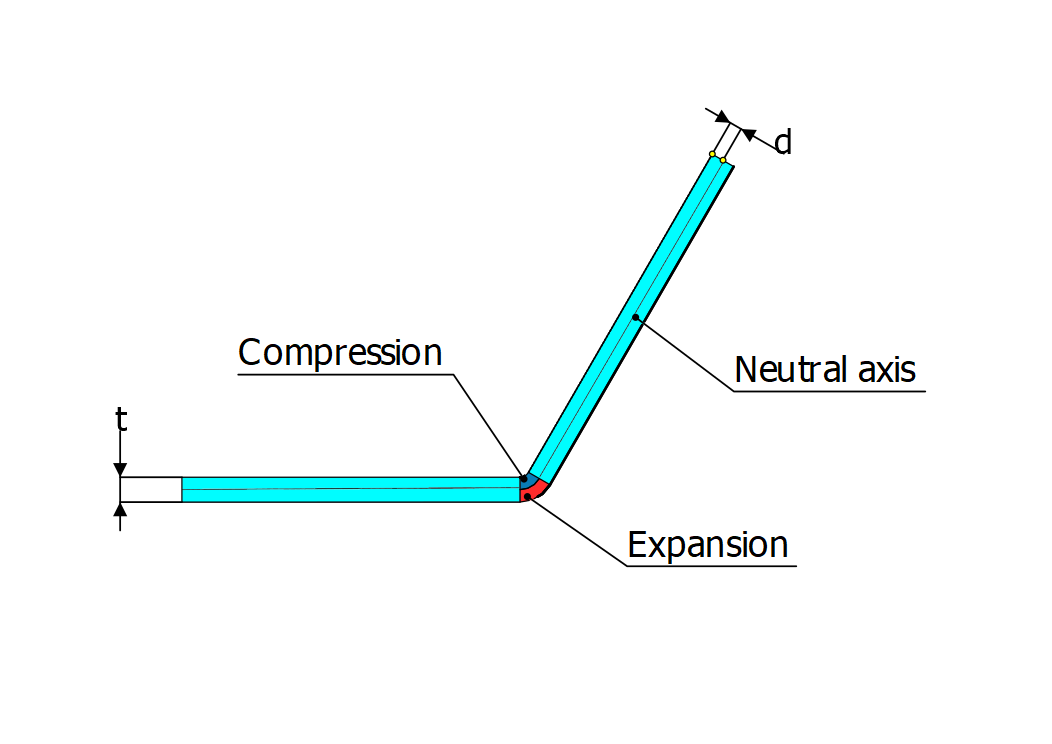
Neutrální osa a faktor K
Na plechový díl působí při ohybu tlakové a roztažné síly.
Neutrální osa je úsek, ve kterém nepůsobí žádné síly, a její poloha se mění v závislosti na materiálu plechu.
Součinitel K je poměr vzdálenosti neutrální osy od tloušťky plechu.
3. Jak se dosahuje vyrobitelnosti?
Abyste zajistili, že vámi navržené díly budou moci být vyrobeny, musíte dodržovat osvědčené postupy pro zlepšení vyrobitelnosti a získání vysoce kvalitních výrobků.
4. Jaké jsou tyto osvědčené postupy?
Plochý vzor
Plochý vzor se nesmí protínat.
Stejná tloušťka stěny
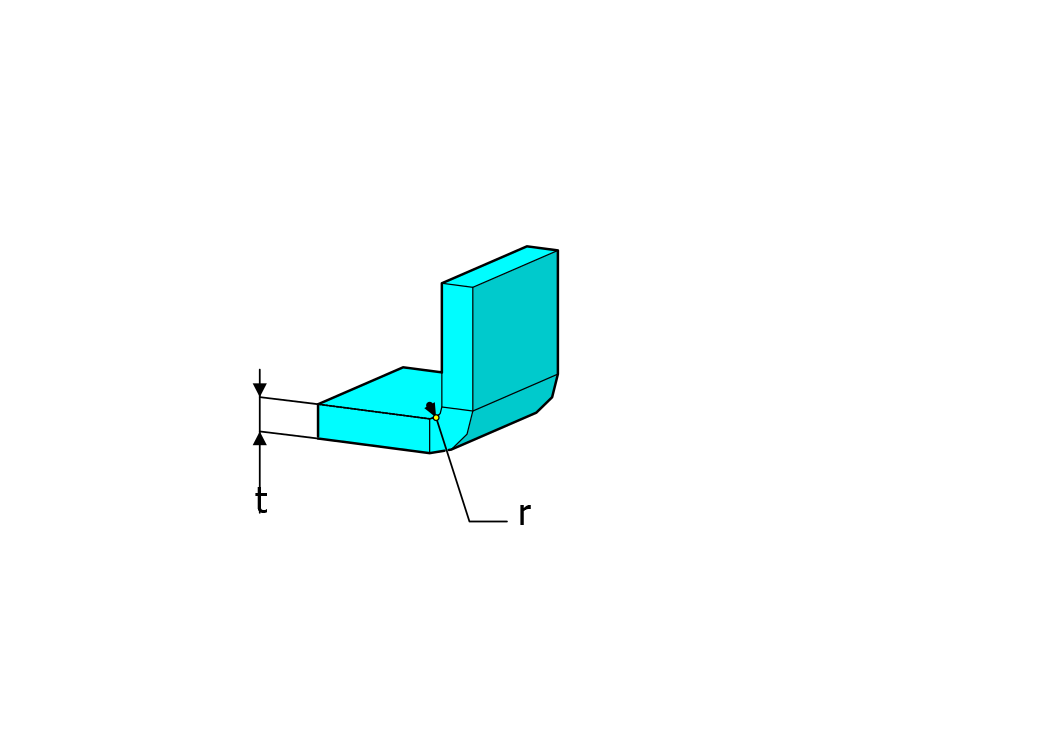
Díly jsou tvořeny z plechu a navržené kusy by měly mít stejnou tloušťku (t).Doporučená tloušťka plechu se pohybuje od 0,02 do 0,3 palce.
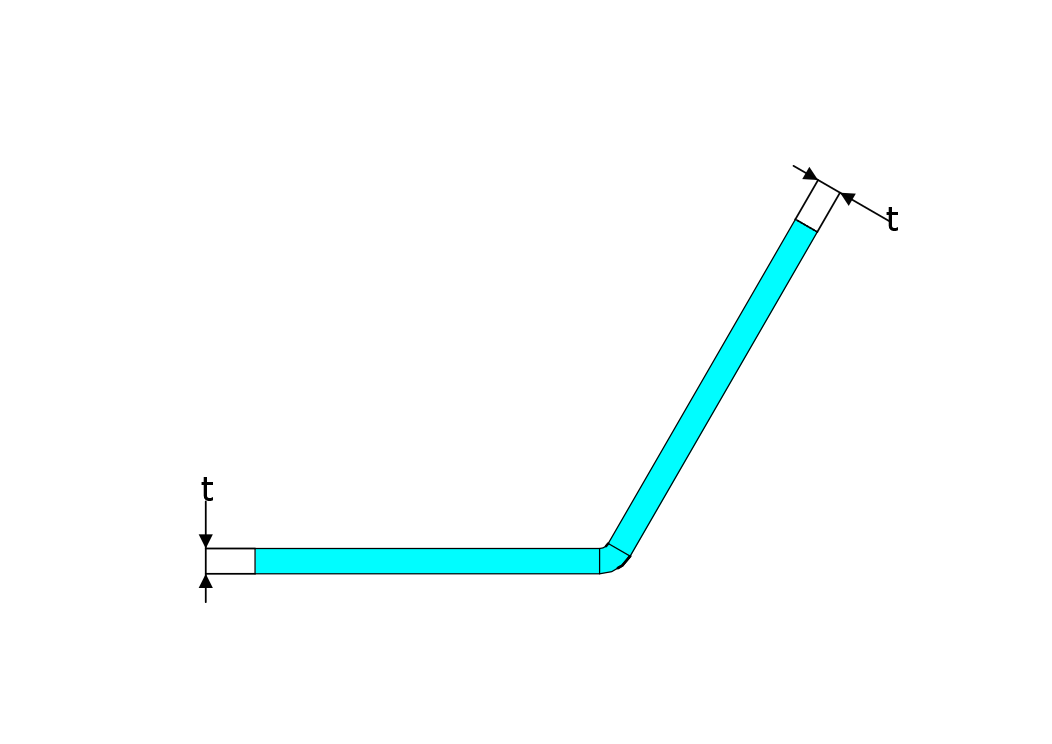
Poloměr ohybu (poloměry)
Plechové díly by měly mít poloměr ohybu, aby se zabránilo jejich praskání. Poloměr ohybu (r) musí být v rozmezí od jedné do časutloušťka plechu (t).
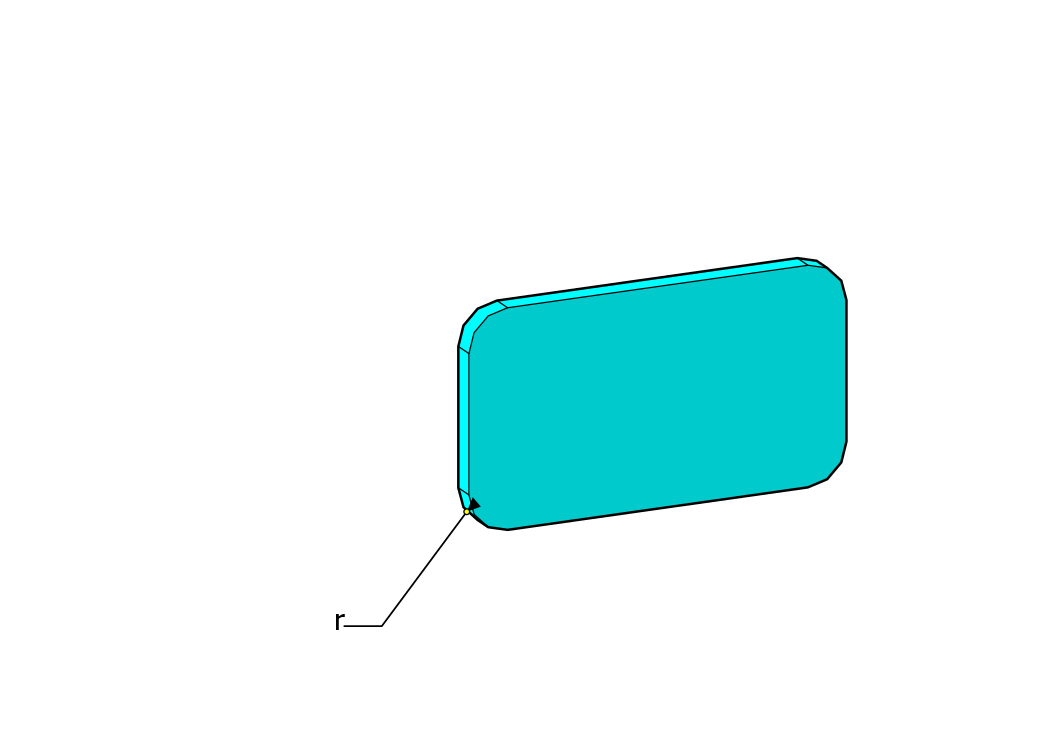
Přidání rohů
Plechové díly mohou mít ostré hrany. Přidání rohů k přerušení ostrých hran je dobrá věc, která může chránit uživatele a poskytuje hladký povrch dílů.
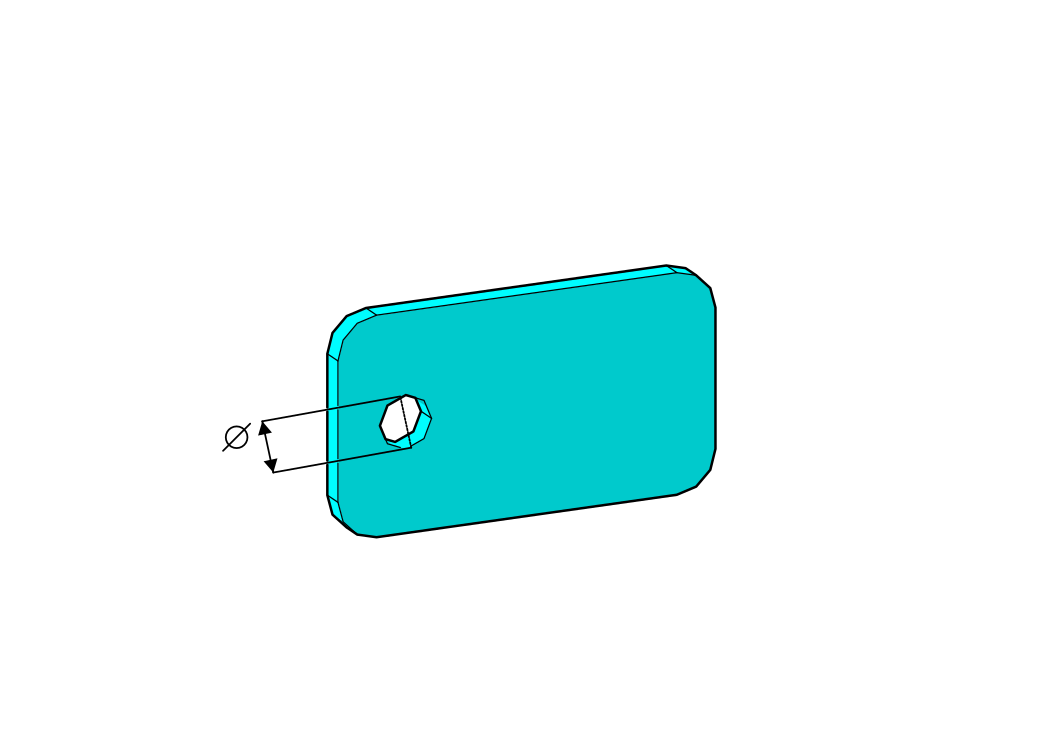
Minimální průměr otvoru
Průměr otvorů menší než tloušťka plechu může vést k deformaci obrobku.Doporučený průměr by měl být větší než tloušťka plechu.
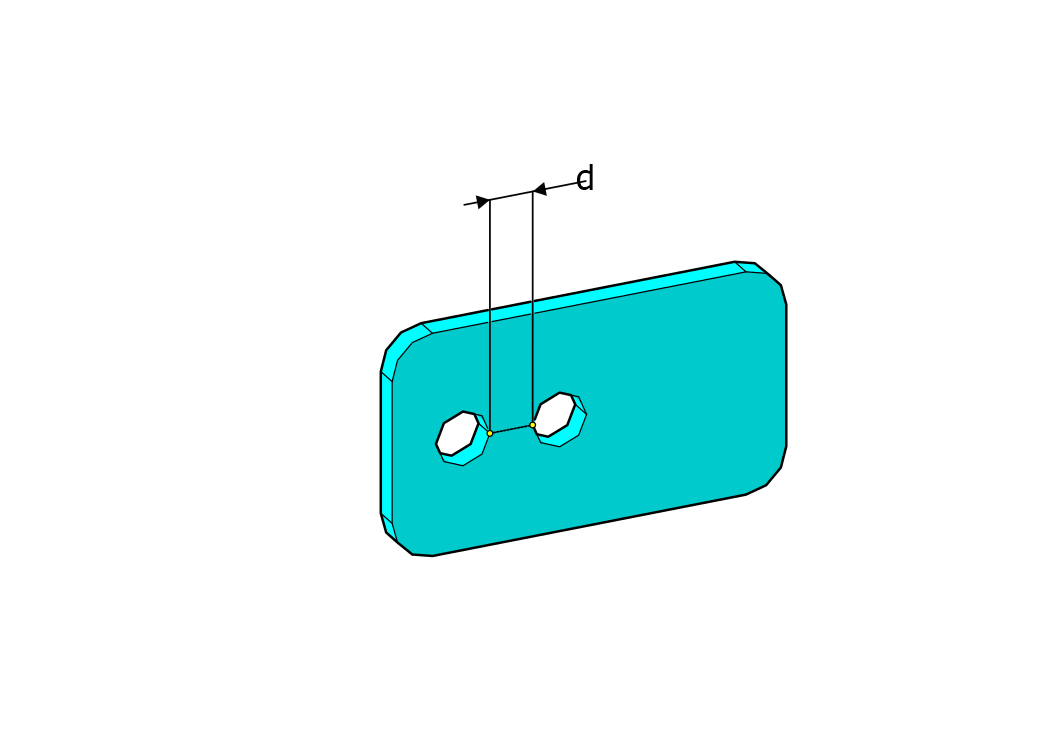
Vzdálenost mezi otvory
Vzdálenost mezi otvory musí být nejméně trojnásobkem tloušťky.
Vzdálenost mezi otvory a okraji
Vzdálenost mezi otvorem a okrajem by měla být větší než tloušťka plechu.

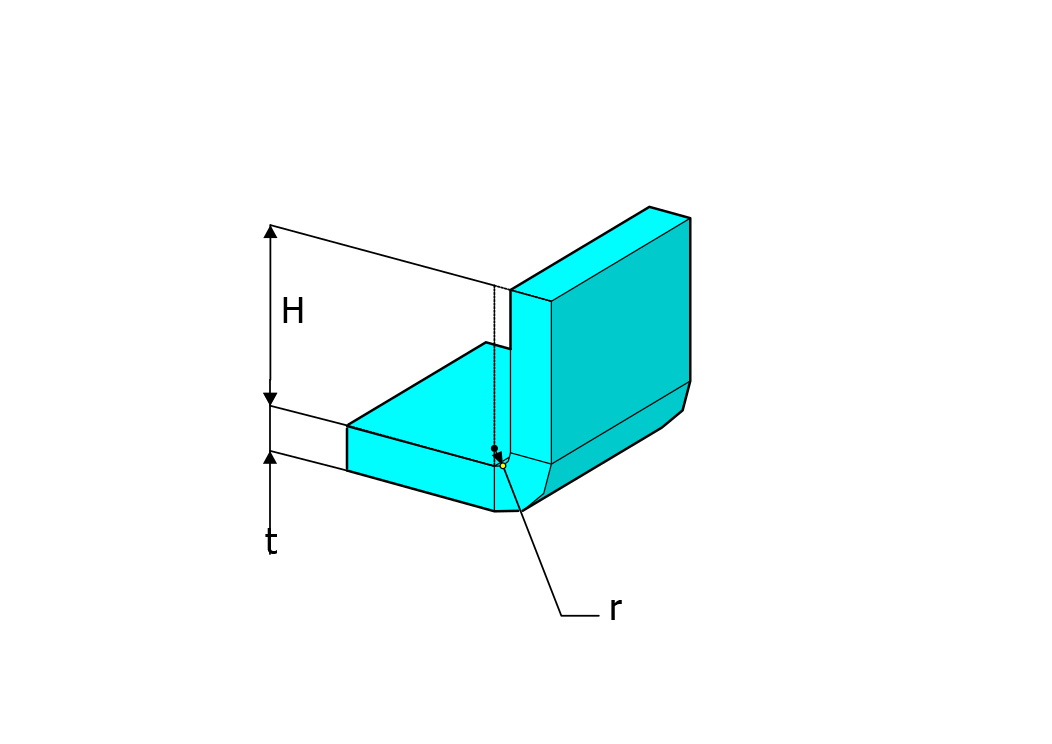
Minimální výška ohybu
Ohyb musí být vyšší než součet dvojnásobku tloušťky a poloměru.
Vzdálenost mezi otvory a ohyby
Výška otvorů (H) musí být větší než trojnásobek tloušťky (t).

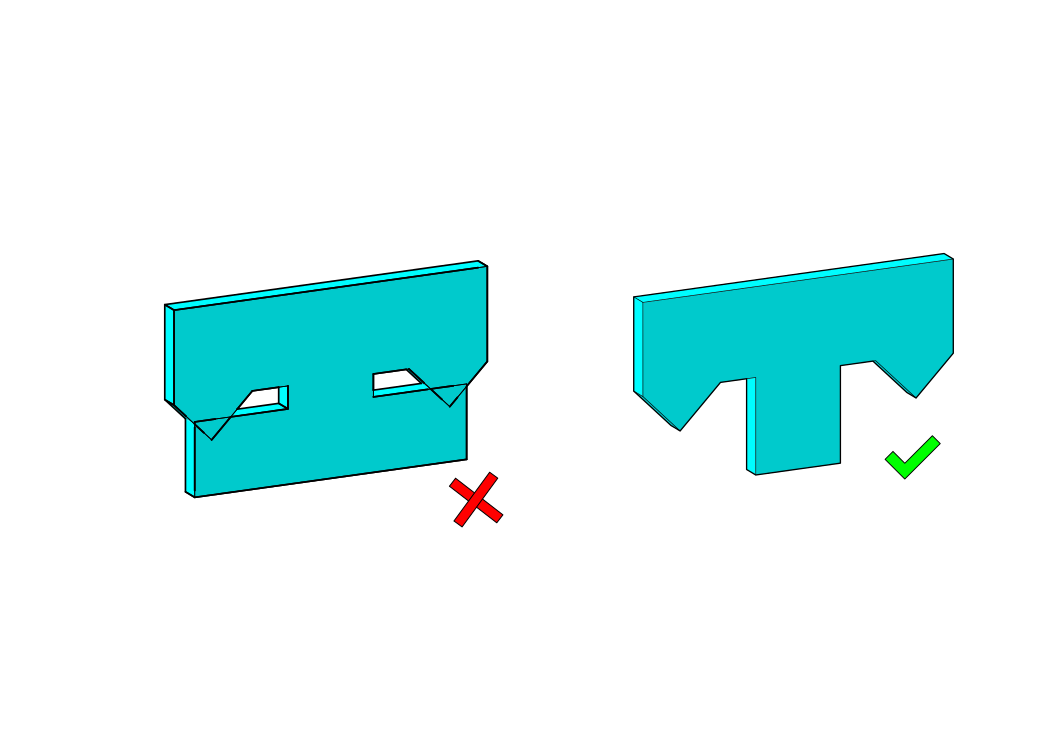
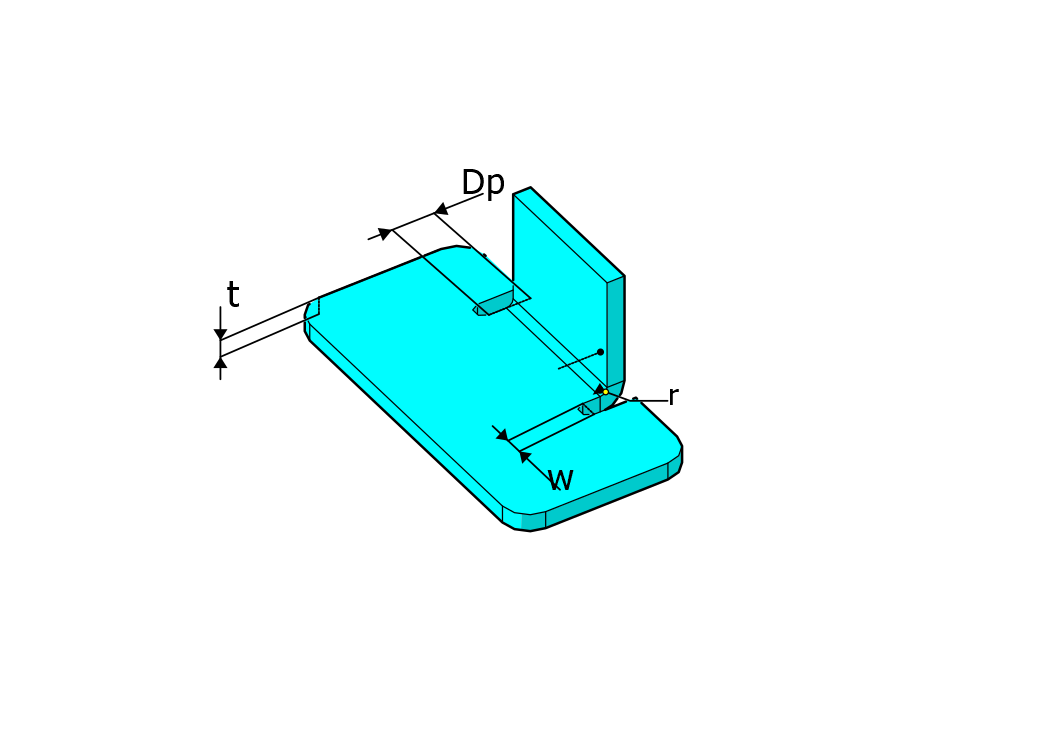
Odlehčení ohybu
Odlehčení ohybu je řez vedle ohybu, kdy je na obou stranách materiál, který zabraňuje trhání a deformaci plechu při ohýbání. Reliéf ohybu závisí na tloušťce a materiálu. šířka reliéfu ohybu (w) musí být jedenapůlnásobkem tloušťky plechu (t). Odlehčení ohybu (Dp) musí přesahovat ohyb.
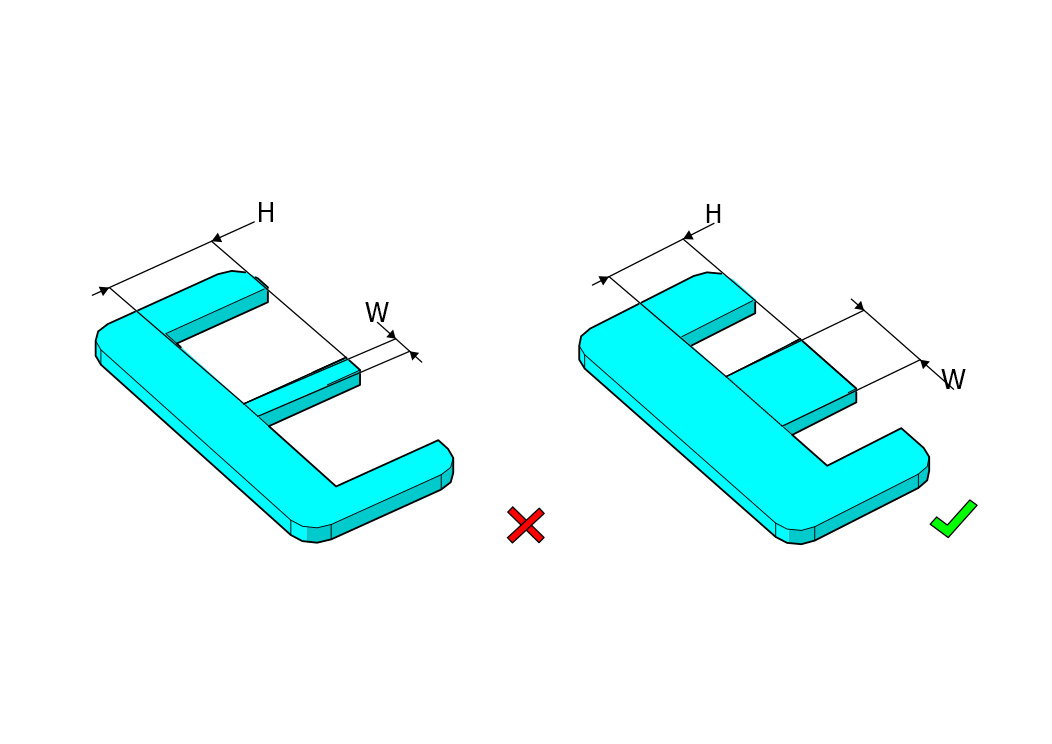
Zářezy
Šířka zářezu musí být větší než tloušťka plechu (t) a jeho výška (H) by neměla překročit pětinásobek jeho šířky (W).
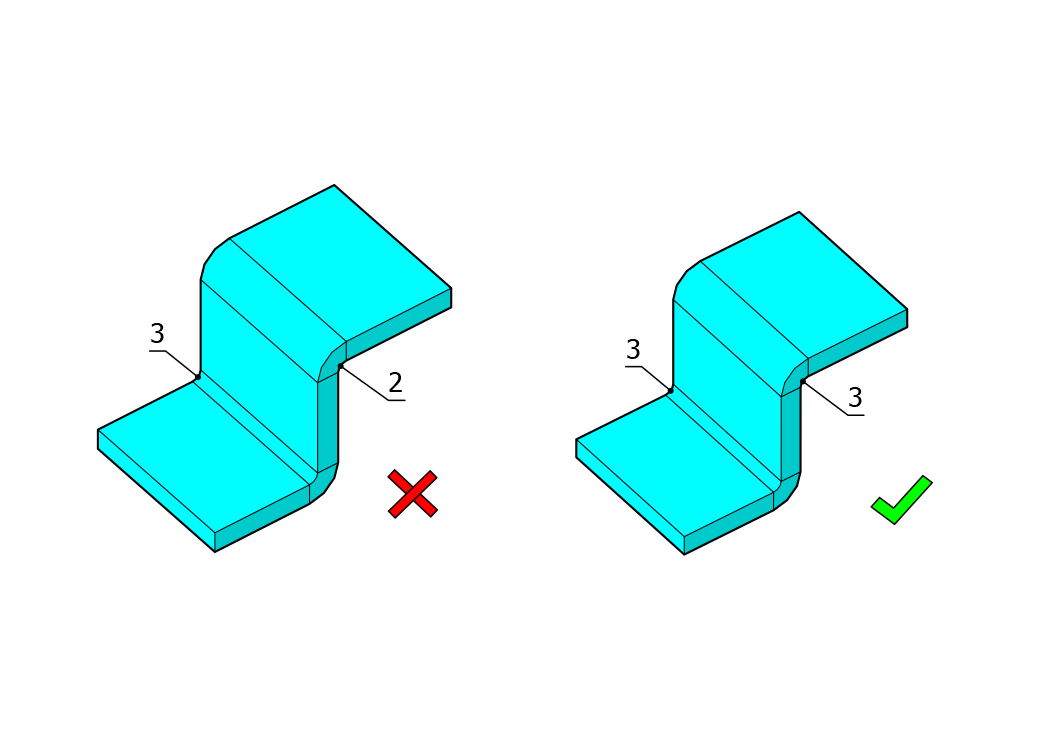
Konzistence ohybu
Udržování stejného poloměru ohybu ve všech ohybech je efektivnější z hlediska minimalizace nákladů na ohýbání.